お客様から、
「Aタイプで実施している検査・調整とはどのようなものなのか」
というご質問をよく受けます。そのような声にお応えして、お客様に弊社工場での日頃の作業内容をちょっとだけ公開します。
これらの諸作業は工作機械を自前で製造出来る設備と技術の裏付けがあってはじめて実現するものであり、他社にマネの出来ない弊社最大の強みとなっております。
| 【お断り】 以下では最も代表的な事例をご紹介しています。細かい検査・調整内容、基準等は機種により異なります。 いずれにいたしましても、各機種とも個別の検査表に基づき厳格に作業を実施しております。 |
回転テスト
最初に必ず実施します。長時間連続回転テストを実施する機種もあり、万全を期しています。

回転テスト(スイッチ・オン)
(USL5-2 Aタイプ) |

ベルト位置を替え、各スピードでテスト
(M18A) |
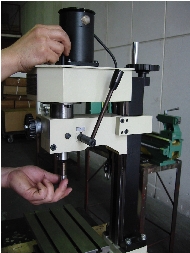
精度調整(Aタイプの最重点項目)
必要に応じてキサゲをかけ、最後にテストバーによる確認作業を実施します。

キサゲ加工
(USL5-2 Aタイプ) |

テストバーで仕上がり精度を確認
(FM80E Aタイプ) |

テストバーで仕上がり精度を確認
(M18A) |
各部の動きの調整
テーブルや各スライド部の動き等を中心にチェックします。
この工程でも、必要に応じて、キサゲ加工が施されます。また、良質の部品に交換する場合もあります。

テーブルの動きを調整
(M18A) |

トップスライド調整
(FL350E Aタイプ) |

往復台の調整
(FL400E Aタイプ) |
切削テスト(実施しない機種もあります)
実際に切削テストを行ってワークの仕上がり具合や寸法精度を厳重にチェックします。

切削テスト(USL5-2 Aタイプ)
|

切削結果(寸法精度)の確認
|
アクセサリ類の確認
アクセサリも厳しくチェックし、必要に応じて修正作業を実施しています。
(アクセサリ類は国内外の数ある製品の中から厳選しました。)

アングルバイスの修正作業
(M18A) |

面板の取付確認
(FL200E Aタイプ) |
コレットホルダの取付確認
(FM80E Aタイプ) |
将来起こりうる品質上の問題の解消(予防的処置)
多くの輸入機械には、使い始めてから年月が経過し、様々な加工が行われない限りなかなか顕在化しない品質上の問題が見られます。弊社で実施する作業にはこのような部分に対する予防的処置が多数含まれます。弊社では、将来起こりうる問題点も可能な限り除去した上で、お客様にお届けしています。
例えば、こんな部分を直しています。( )内は弊社の予防処置。
(1)長時間使用しているうちに、外れる可能性がある部品(絶対に外れないように溶接作業を実施、あるいは部品自体を交換)
(2)摩耗・破損しやすい部品(部品自体を交換)
(3)品質が不安定な電装部品(部品自体を交換)
なお、コスト上の問題などで、効果的な処置をとることが困難な場合は、将来の問題発生を想定して事前に対応方法を確立すると同時に、必要な部品の在庫などを行っています。
対応方法は、必要に応じて、都度見直しを行っています。

| 【札幌工場 作業日誌】 ・将来起こりうるトラブルへの備え |
弊社の基本的な考え方
弊社はアマチュア用の工作機械を、少しでも高品質で、それでいて、お求め易い価格でお客様にご提供することを使命として日夜努力を続けています。
しかしながら、対象機種のなかには、大幅な精度・品質アップに多大なコストが発生するものもあります。従って、常に価格と品質のバランスを考えながら実用性の高い製品に仕上げることを主眼に置いています。